隨著工業自動化與信息化的深度融合,工控設備作為智能制造與計算機網絡工程的關鍵物理基礎,其市場動態與價格趨勢備受行業關注。2019年,在宏觀經濟環境與技術進步的雙重作用下,工控設備市場呈現出新的特點。本文將從市場價格趨勢、典型設備報價參考、批發渠道策略及其在IT網絡工程中的應用進行綜合解析。
一、2019年工控設備市場總體價格趨勢
2019年,全球工控設備市場在經歷前幾年的穩步增長后,增速有所放緩,但結構性機會凸顯。受國際貿易環境波動、核心元器件(如芯片、顯示屏)供應及成本變化影響,不同類別工控設備價格走勢分化:
1. 傳統PLC(可編程邏輯控制器)、繼電器、低壓電器等基礎產品,由于技術成熟、市場競爭充分,整體價格保持平穩或小幅下降,性價比持續提升。
2. 中高端產品,如高性能PLC、工業PC(IPC)、伺服驅動器、機器視覺系統等,因集成度更高、對穩定性與精度的要求嚴苛,且部分核心部件依賴進口,價格相對堅挺,但國產品牌的崛起帶來了一定競爭壓力,部分細分領域價格有所松動。
3. 與工業互聯網、邊緣計算相關的設備,如工業網關、協議轉換器、邊緣計算服務器等,作為新興增長點,需求旺盛,價格雖高于傳統設備,但技術迭代快,單位性能成本呈下降趨勢。
二、典型工控設備報價參考(以2019年市場行情為例)
需要注意的是,工控設備報價因品牌、型號、配置、采購量及渠道差異巨大,以下僅為當時市場大致區間,具體需以供應商實時報價為準:
- PLC:小型一體式PLC(如西門子S7-200 SMART、三菱FX系列)價格通常在幾百至兩千元人民幣;中型模塊化PLC(如西門子S7-1200/1500、羅克韋爾ControlLogix)單CPU模塊價格從數千元到數萬元不等。
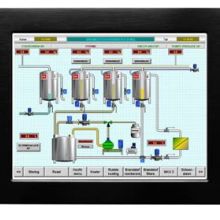
- 工業觸摸屏(HMI):7英寸入門級HMI價格約在一千至三千元;10英寸以上中高端型號價格可達數千至上萬元。
- 伺服系統:一套750W的交流伺服驅動器與電機套裝,主流品牌價格約在三千至六千元區間。
- 工業交換機:非網管型工業交換機(5-8口)價格在幾百元;支持環網冗余、網管功能的高端工業交換機價格可達數千元。
三、工控設備批發采購策略
對于系統集成商、OEM廠商或大型終端用戶而言,批發采購是控制項目成本的關鍵:
- 渠道選擇:除了直接聯系品牌代理商,許多采購方會通過大型工控設備B2B平臺、行業垂直網站(如用戶提示中提及的“IT網”這類綜合或專業平臺)進行詢價比價。這些平臺上的“第25頁”可能意味著海量的產品列表,需要采購方具備精準篩選能力。
- 整合采購:將PLC、HMI、傳感器、執行器等設備打包向同一家或少數幾家綜合型供應商采購,往往能獲得更優的批量折扣和技術支持。
- 關注國產替代:2019年,國產工控品牌在可靠性、功能上進步顯著,價格通常比同檔次進口品牌低20%-40%,在非極端工況下是不錯的性價比之選。
- 長期協議:與信譽良好的供應商簽訂長期框架采購協議,有助于鎖定價格、保障供貨穩定性。
四、工控設備在計算機網絡工程中的關鍵角色
在現代化的“計算機網絡工程”中,尤其是在工業環境(如工廠、園區、基礎設施)的網絡構建中,工控設備已不僅僅是自動化控制單元,更是網絡的關鍵節點:
- 物理層與數據鏈路層保障:工業交換機、光纖收發器等構成了工業現場可靠的有線/無線網絡骨干,具備耐高低溫、防塵防水、抗電磁干擾等特性,確保網絡在惡劣環境下的穩定性,遠非商用網絡設備可比。
- 網絡互聯與協議轉換:工業網關、通信模塊(如以太網模塊、PROFIBUS/Modbus轉換器)負責將現場各種采用不同協議的設備(PLC、儀表、傳感器)接入統一的TCP/IP企業網絡或云端,實現數據互通,是IT(信息技術)與OT(運營技術)融合的橋梁。
- 邊緣計算節點:高性能工業計算機(IPC)或專用邊緣計算網關,部署在網絡邊緣側,可進行數據預處理、實時分析與本地邏輯控制,減輕云端負擔,提升系統響應速度與安全性,是構建工業互聯網體系的重要一環。
- 網絡安全前沿:隨著工控系統網絡化,工業防火墻、安全監測審計系統等工控安全設備成為計算機網絡工程中不可或缺的部分,專門針對工業協議進行深度檢測與防護。
****
回顧2019年,工控設備市場在平穩中孕育變革。采購者需敏銳把握價格分化趨勢,善用批發策略降低成本。更重要的是,必須認識到工控設備已成為現代計算機網絡工程,特別是工業網絡體系中物理可靠、智能互聯、安全可控的核心組成部分。其選型、部署與集成,直接關系到整個自動化與信息化系統的效能與成敗。在規劃相關項目時,應將其納入整體網絡架構中進行通盤考量。